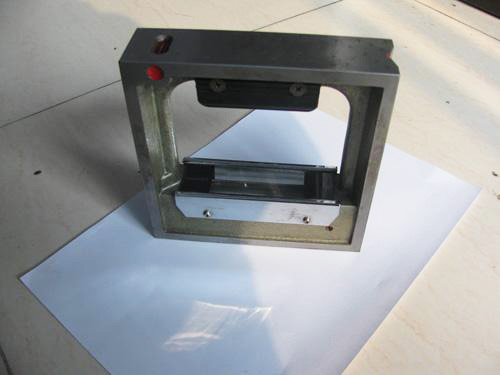
水平儀有(yǒu)框式水平儀和(hé)條式水平儀兩種型式,主要用于檢驗各種機(jī)床及其它設備的(de)平直度。
利用液體流動和(hé)液面水平的(de)原理(lǐ),以水準泡直接顯示相對于水平和(hé)鉛垂位置微小傾斜角度的(de)一(yī)種正方形通用角度測量器具。
框式水平儀的(de)兩個V形測量面是測量精度的(de)基準,在測量中不能與工作的(de)粗糙面接觸或摩擦。安放時 小心輕放,避免因測量面劃傷而損壞水平儀和(hé)造成不應有(yǒu)的(de)測量誤差。
用框式水平儀測量工件的(de)垂直面時,不能握住與副側面相對的(de)部位,而用力向工件垂直平面推壓,這樣會因水平儀的(de)受力變形,影響測量的(de)準确性。正确的(de)測量方法是手握持副測面內(nèi)側,使水平儀平穩、垂直地(dì)(調整氣泡位于中間位置)貼在工件的(de)垂直平面上,然後從縱向水準讀出氣泡移動的(de)格數。
使用水平儀時,要水平儀工作面和(hé)工件表面的(de)清潔,以防止髒物影響測量的(de)準确性。測量
水平面時,在同一(yī)個測量位置上,應将水平儀調過相反的(de)方向再進行(xíng)測量。當移動水平儀時,不允許水
平儀工作面與工件表面發生摩擦,應該提起來放置。
。
使用方法
1、使用水平儀時,要水平儀工作面和(hé)工件表面的(de)清潔,以防止髒物影響測量的(de)準确性。測量水平面時,在同一(yī)個測量位置上,應将水平儀調過相反的(de)方向再進行(xíng)測量。當移動水平儀時,不允許水平儀工作面與工件表面發生摩擦,應該提起來放置。 測量時使水平儀工作面緊貼被測表面,待氣泡靜止後主可(kě)讀數。
水平儀的(de)分度值是主水準泡的(de)氣泡移動一(yī)個刻度所産生的(de)傾斜比,以一(yī)米為(wèi)基準長(cháng)的(de)傾斜高(gāo)與底邊的(de)比表示,如(rú)需測量長(cháng)度為(wèi)L的(de)實際傾斜值則可(kě)通過下式進行(xíng)計算:
實際傾斜值=标稱分度值×L×偏差格數例如(rú):标稱分度值為(wèi)0.02mm/m,L=200mm,偏差格數為(wèi)2格則:實際傾斜值0.02/1000×200×2=0.008mm為(wèi)避免由于水平儀零位不準而引起的(de)測量誤差,因此在使用前 對水平儀的(de)零位進行(xíng)檢查或調整。
2、框式水平儀的(de)兩個V形測量面是測量精度的(de)基準,在測量中不能與工作的(de)粗糙面接觸或摩擦。安放時 小心輕放,避免因測量面劃傷而損壞水平儀和(hé)造成不應有(yǒu)的(de)測量誤差。
3、用框式水平儀測量工件的(de)垂直面時,不能握住與副側面相對的(de)部位,而用力向工件垂直平面推壓,這樣會因水平儀的(de)受力變形,影響測量的(de)準确性。正确的(de)測量方法是手握持副測面內(nèi)側,使水平儀平穩、垂直地(dì)(調整氣泡位于中間位置)貼在工件的(de)垂直平面上,然後從縱向水準讀出氣泡移動的(de)格數。
4、當測量長(cháng)度較大工件時,可(kě)将工件平均分若幹尺寸段,用分段測量法,然後根據各段的(de)測量讀數,繪出誤差坐标圖,以确定其誤差的(de)格數.床身導軌在縱向垂直平面內(nèi)直線度的(de)檢驗時,将方框水平儀縱向放置在刀架上靠近前導軌處,從刀架處于主軸箱一(yī)端的(de) 位置開始,從左向右移動刀架,每次移動距離(lí)應近似等于框式水平儀的(de)邊框尺寸(200mm).依次記錄刀架在每一(yī)測量長(cháng)度位置時的(de)水平儀讀數.将這些讀數依次排列,用适當的(de)比例畫出導軌在垂直平面內(nèi)的(de)直線度誤差曲線.水平儀讀數為(wèi)縱坐标,刀架在起始位置時的(de)水平儀讀數為(wèi)起點,由坐标原點起作一(yī)折線段,其後每次讀數都以前折線段的(de)終點為(wèi)起點,畫出應折線段,各折線段組成的(de)曲線,即為(wèi)導軌在垂直平面內(nèi)直線度曲線.曲線相對其兩端連線的(de)坐标值,就是導軌全長(cháng)的(de)直線度誤差,曲線上任一(yī)局部測量長(cháng)度內(nèi)的(de)兩端點相對曲線兩端點的(de)連線坐标差值,也就是導軌的(de)局部誤差.
技術要求:
1.相互作用,水平儀各部件安裝應牢固,機(jī)構應調整方便,反應靈敏。在調節零位時,能零位誤差不大于1/10分度。調整後靜置四小時,其示值變化應不大于1/4分度。
2.主體材質,水平儀主體應采用剛性、性及穩定性能良好的(de)材料制造。
3.分度與分劃線,水平儀的(de)分度間距為(wèi)2mm,分劃線寬度為(wèi)0.20mm,偏差不應大于0.05mm,分劃線色迹應明顯、牢固、便于觀察讀數。
4.外觀,水平儀工作面與外表面上,不得有(yǒu)砂眼、裂紋、劃碰傷、鏽蝕和(hé)噴漆、電鍍層膠落等影響使用或明顯影響外觀質量的(de)缺陷;水準泡應透明、清晰、不得有(yǒu)影響觀察和(hé)讀數的(de)缺陷;各種标志應正确、清晰。
5.氣泡長(cháng)度,水平儀氣泡長(cháng)度應等于基準線間距,在溫度20±2℃時,氣泡長(cháng)度偏差應不大于一(yī)個分度
信息動态
News

備案号:冀ICP備13016163号-1
Copyright © 2017 - 2018 恒博鑄業 All Right Reserved.

 當前位置:
當前位置: